Wire EDM Services
Founded as a wire EDM shop in 1987, KLH Industries is no stranger to working within +/- 0.0001" (0.0025 mm) tolerances. Compared to conventional CNC Machining, wire EDM is a much more accurate, but slower erosion process. That doesn’t mean that you should settle for long lead times or disappointing throughput.
Two separate, redundant automation cells assure our wire EDM machines stay running while our competitors’ machines are in sleep mode. If you have high-volume needs, our productivity can’t be matched.
While other shops are running their equipment until the circuit boards fry, at KLH Industries, we believe in putting your parts in the fastest (and most reliable) equipment on the market. Our newest wire EDM machines have power generators that allow them to cut 30% faster than machines made just a few years ago.
If you need high-precision and high-repeatability for a
high-volume of parts, then submit an RFQ today.
Two separate, redundant automation cells assure our wire EDM machines stay running while our competitors’ machines are in sleep mode. If you have high-volume needs, our throughput can’t be matched.
While other shops are running their equipment until the circuit boards fry, at KLH Industries, we believe in putting your parts in the fastest (and most reliable) equipment on the market. Our newest wire EDM machines have power generators that allow them to cut 30% faster than machines made just a few years ago.
If you need high-precision and high-repeatability for a high-volume of parts, then submit an RFQ today.
Wire EDM Capabilities

+/- 0.0001” TOLERANCE
Typical wire EDM tolerances are smaller than a human hair.
|

MICRO WIRE TO 0.0012"
EDM solutions for micromachining on complex or critical small dimensions.
|

29” X 19” X 26” WORK ENVELOPE
Larger projects can be accommodated, contact KLH for details.
|
")
2 RA SURFACE FINISH (μ in)
Multiple passes create a smooth burr-free matte finish.
|

ALL CONDUCTIVE MATERIALS
Cuts soft or hard metals, graphite, carbide, and polycrystalline diamond.
|

45° ANGLED TAPER
Sharp, precision cut angles accurate to 3 seconds, even while fully submerged.
|

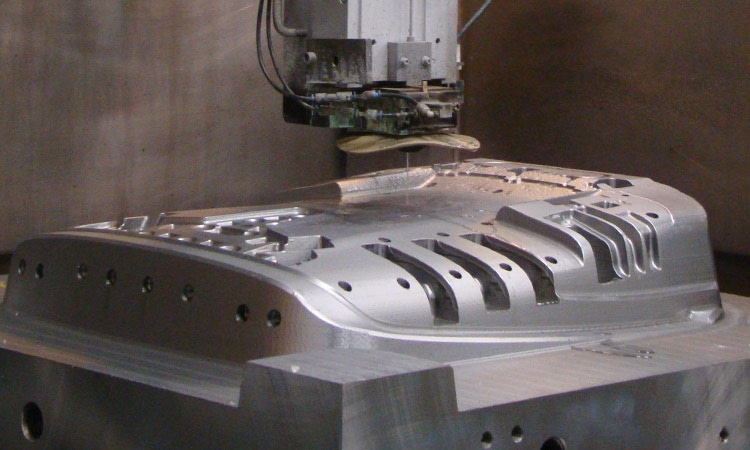
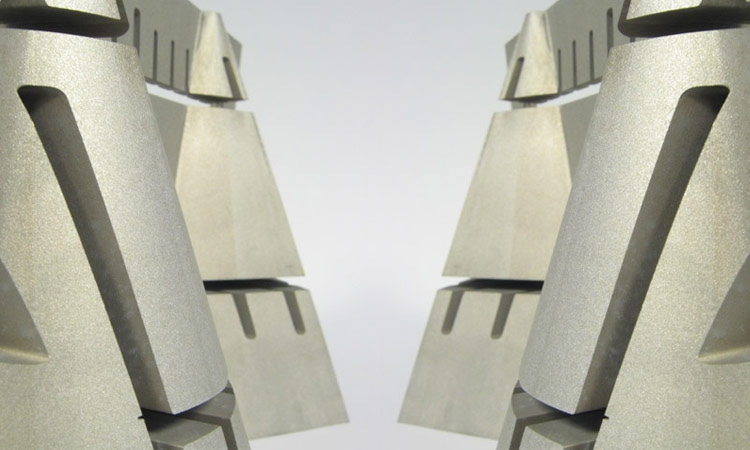
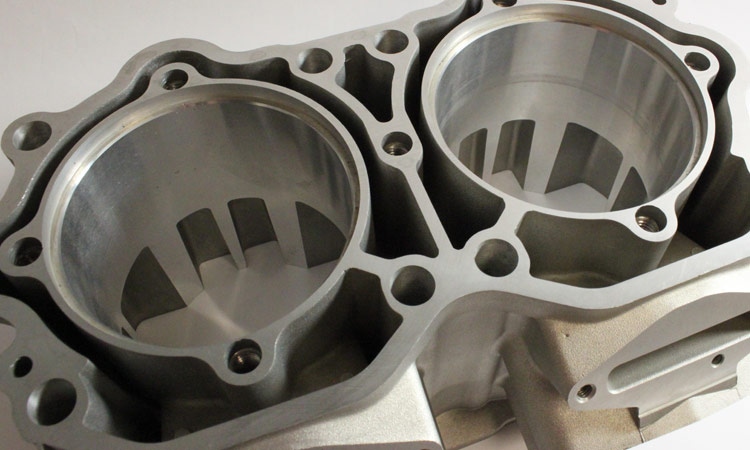
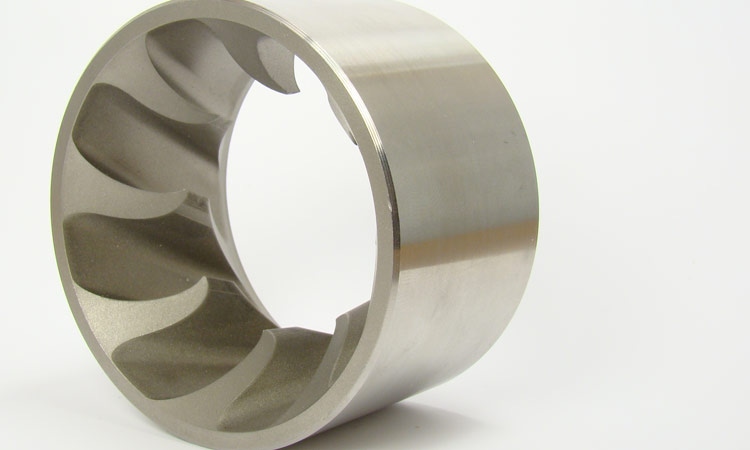
Wire EDM Photo and Video Gallery











When to Wire EDM
Using a strand of wire as a cutting tool creates a linear line, and therefore Wire EDM services are commonly used to cut all of the way through the material. Wire EDM is best suited for projects that have intricate tolerances, material stress limitations, and/or surface finish requirements. Projects that do not require tight tolerances or finish, should consider waterjet cutting as a cheaper solution.
In the wire EDM cutting process, tolerance and surface finish are related, as both are controlled by the number of passes, or skims, the machine takes. The more skims, the higher the precision AND the better the finish.
Wire EDM can also be a high volume alternative for material types that are too brittle to be production stamped by a die. By stacking flat layers, machines are capable of wire EDM cutting high volumes of precision parts.
About Wire EDM
During wire electrical discharge machining (wire EDM), a single-strand of metal wire acts as the tool-electrode. This wire, which is commonly made of brass, creates an intense electrical field of spark that erodes material with great precision. Since the spark erosion process occurs at a fraction of an inch away from the material, no physical pressure is induced into the work piece.
-
What kind of finish will my part have?
-
With multiple passes, wire EDM can achieve a mirror-like matte finish.
-
What is the tightest radius a wire EDM can produce?
-
KLH stocks 0.0012” wire that will yield a 0.0010” radius. Our thinnest wire is roughly one-half the size of a human hair.
-
Are you Nadcap certified/accredited?
-
Yes. KLH is accredited for Nonconventional Machining, including wire EDM and fast hole EDM. This achievement further solidifies KLH’s commitment to delivering the highest standards of aerospace machining.
-
How much wire EDM experience do you have?
-
Since 1987, when KLH was founded as a wire EDM job shop.
-
How many shifts do you operate on?
-
KLH operates on 24/7 availability. Our custom IT systems can even alert operators of job stoppages by email or text.